1.1. Sửa thẳng và đánh gỉ:
a. Sửa thẳng cốt thép:
– Bằng búa đập: áp dụng cho các cốt thép nhỏ, cong queo;
– Bằng máy uốn: áp dụng cho các cốt thép có đường kính lớn hơn 24mm;
– Bằng tời: áp dụng cho thép cuộn hoặc có thể dùng gấp nếu không có tời.
b. Đánh gỉ:
– Bằng bàn chải sắt: áp dụng cho mọi loại cốt thép;
– Bằng sức người kéo qua các đống cát nhám hạt;
1.2. Cắt và uốn:
a. Cắt: phải cắt cốt thép theo yêu cầu của thiết kế, có thể dùng:
– Dao cắt, dùng sức người: chỉ cắt được những thanh thép dưới 12mm;
– Máy cắt: cắt được những thanh thép có đường kính tới 40mm;
– Hàn xì: cắt được những thanh thép có đường kính lớn hơn 40mm.
b. Uốn: phải uốn cốt thép theo yêu cầu của thiết kế, của bản vẽ:
– Bằng tay: Dùng bằng càng cua, chỉ uốn được những thanh cốt thép có đường kính tới 25mm;
– Bằng máy uốn: uốn được những thanh cốt thép có đường kính lớn hơn 25mm.
1.3. Nối cốt thép:
Muốn có những thanh cốt thép dài hoặc muốn tận dụng những đoạn cốt thép ngắn thì phải nối chúng.
a. Nối thủ công: buộc nối cốt thép bằng những dây kẽm dẻo và tuân thủ các quy tắc sau:
– Đối với thép trơn:
+ Đặt ở vùng bêtông chịu kép thì hai đầu cốt thép phải uốn cong thành móc và đặt chập lên nhau một đoạn dài 30-45d, dùng dây kẽm quấn quanh chỗ uốn;
+ Đặt ở vùng bêtông chịu nén thì không cần uốn móc, nhưng phải uốn dây thép quanh chỗ nối, đoạn chập nhau phải dài 20-40d.
– Đối với thép gai:
+ Đặt ở vùng bêtông chịu kéo thì không cần phải uốn móc nhưng cũng phải uốn dây thép quanh chỗ nối, đoạn chập nhau phải dài từ 30-45d;
+ Đặt ở vùng bêtông chịu nén thì không cần phải uốn móc nhưng cũng phải uốn dây thép quanh chỗ nối, đoạn chập nhau phải từ 20-40d.

b. Nối bằng hàn điện:
b.1. Nối gối đầu;
b.2. Nối ghép chập;
b.3. Nối ghép táp;
b.4. Nối ghép máng.
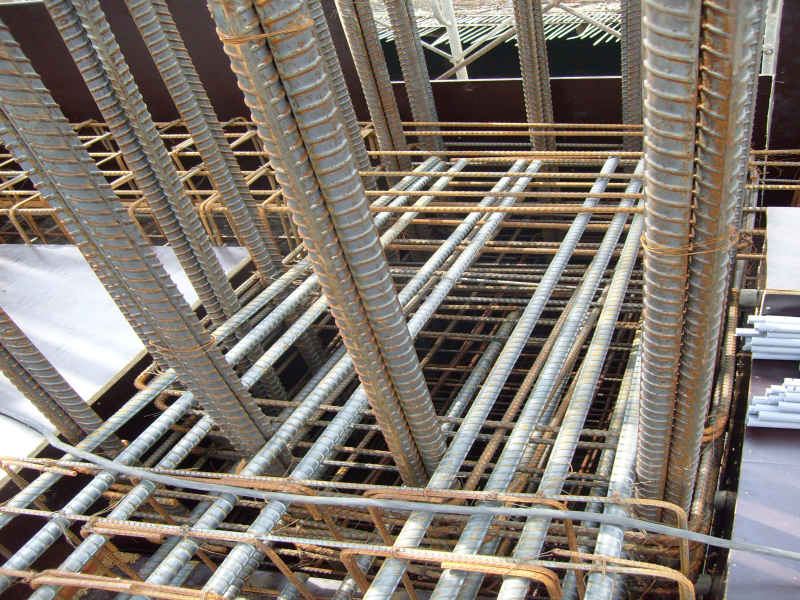
1.4. Hàn, buộc cốt thép thành lưới, thành khung:
a. Thép móng (Móng đơn):
– Buộc cốt thép thành lưới băng thép kẽm theo yêu cầu thiết kế, chú ý đúng khoảng cách;
– Đặt cốt thép vào vị trí móng, chú ý đến việc định tim móng;
– Dùng cây chống cố định vị trí của thép chờ;
– Kỹ sư giám sát và cai tiến hành kiểm tra.

b. Thép cột dầm:
– Thép cột:
+ Nối thép dọc vào thép chờ;
+ Lồng thép đai vào;
+ Dùng dây kẽm buộc thép đai vào thép chủ;
+ Dùng dây kẽm cố định tạm khung thép cột.
– Dầm:
+ Lồng thép đai vào thép chủ;
+ Dịch chuyển cả bộ (thép chủ và thép đai) vào vị trí thiết kế;
+ Dùng dây kẽm buộc thép đai vào thép chủ;
+ Kỹ sư giám sát và cai tiến hành kiểm tra.
c. Thép sàn:
– Đối với thép một lớp:
+ Dùng phấn đánh dấu vị trí các thanh thép sàn vào cốp pha sàn;
+ Đặt cốt thép vào vị trí đã đánh dấu;
+ Dùng dây kẽm/máy hàn để buộc/hàn tại những điểm giao nhau của lưới thép;
+ Kỹ sư giám sát và cai tiến hành kiểm tra.
– Đối với thép hai lớp: ta tiến hành làm lớp thép bên dưới trước, lớp trên sau:
+ Lớp trên:
Dùng lưới đánh dấu vị trí của những cây thép vào cốp pha sàn;
Dùng dây kẽm buộc những thanh thép con cóc vào vị trí thiết kế, vào lớp trên để đỡ lớp thép trên;
Đặt thép đúng vị trí đã đánh dấu;
Dùng dây kẽm buộc những chỗ giao nhau của lưới thép;
Kỹ sư giám sát và cai tiến hành kiểm tra.


